





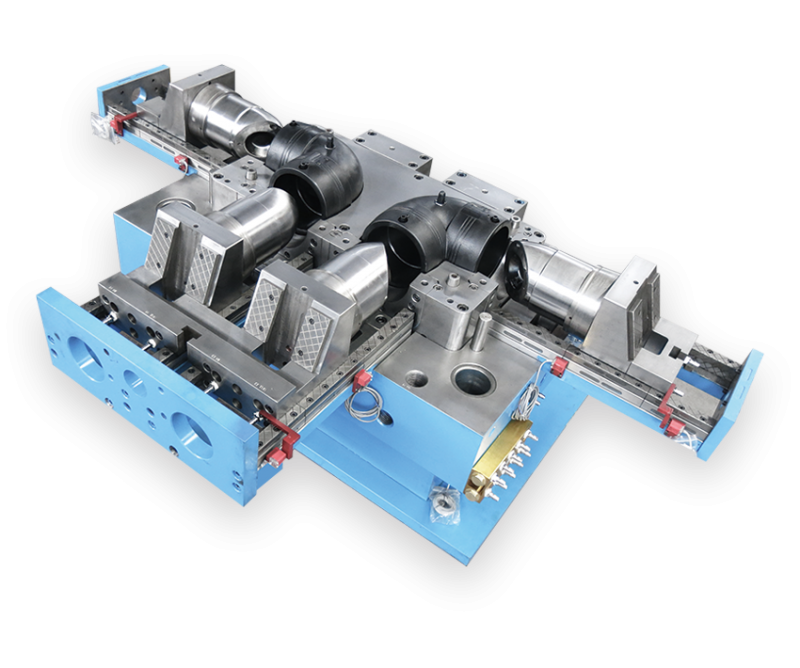
沈阳老牌湖北管件模具厂家

下面就是小编为你进行模具的凹模设计需要注意的事项:(1)冲切凹模之设计,冲切凹模之形状设计应考量之要项有:A、模具寿命及逃角之形状,B、凹模之剪角,C、凹模之分割。(A)寿命及逃角之形状:此设计是非常重要的事项,如设计不正确将会造成冲头之破损、冲屑之堵塞或浮上、毛边之发生等冲压加工不良现象。(B)凹模之剪角:外形冲切时为减低其冲切力,凹模可采剪角设计,剪角大时冲切力之减低亦大,但易造成制品之反曲及变形。(C)凹模之分割:凹模必须施以成形研磨等精加工,由于其是凹形状,研磨工具不易进入,故必须加以分割。

真空吸塑成型模具的设计基础包括收缩量,在制造吸塑成型时一定要考虑到下列的收缩因素。①成型制品收缩。如果不能清楚地知道塑料的收缩率,则必须取样或用相似形状的模具通过试验来得到。注意:通过这种方法只能得到收缩率,不能得到变形尺寸。②中间介质的不利影响造成的收缩,如陶瓷、硅橡胶等。③所用材料的收缩,如铸造铝时的收缩。
弯曲凹模之设计,弯曲加工用凹模之设计,为防止回弹及过度弯曲等现象之发生,U形弯曲加工用凹模之部形状为双R与直线部 (斜度为30度) 之组合,近似R形状。R部形状经成形研磨或NC放电加工后应施以抛光处理。引伸凹模之设计,引伸凹模角隅部形状及逃角形状是非常重要的设计事项,有关角隅部及逃角之形状及特征如下:引伸凹模R角值大时较易引伸加工,但亦产生引伸产品表面产生皱摺现象,引伸制品侧壁厚度大于板厚。引伸厚板件及顶出困难之场合,凹模R值要取小,约为板厚之1-2倍,一般上圆筒及方筒引伸凹模之大多引伸部作成直段状,为防止烧着发生、润滑油油膜之破坏及减少顶出力等目的,直段部下方宜有逃部 (阶段形或推拔形) 设计。特别是引缩加工之场合,因此认为此直段部有必要尽量少。
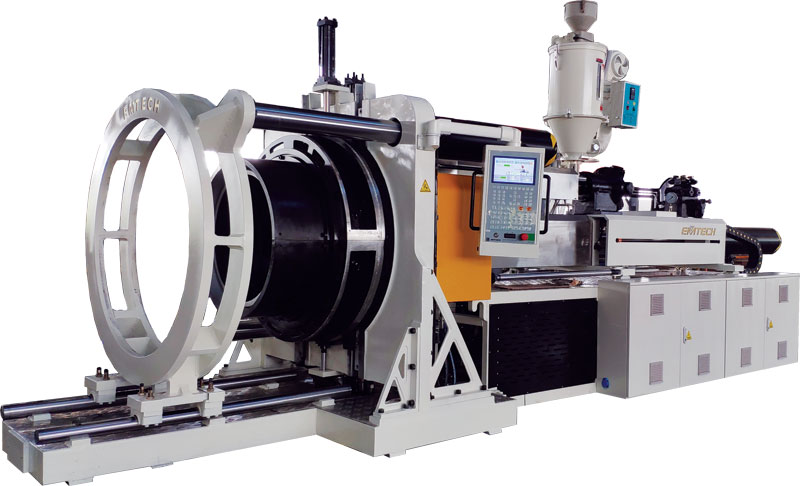
属于塑料机械的种类之一,起源于18世纪。挤出机厂家小编告诉你挤出机的发展历史:挤出机依据机头料流方向以及螺杆中心线的夹角,可以将机头分成直角机头和斜角机头等。螺杆挤出机是依靠螺杆旋转产生的压力及剪切力,能使得物料可以充分进行塑化以及均匀混合,通过口模成型。可以基本分类为双螺杆挤出机,单螺杆挤出机以及不多见的多螺杆挤出机以及无螺杆挤出机。

注塑加工是一门知识面广,技术性和实践性很强的行业。注塑生产过程中需使用塑胶原料、色粉、水口料、湖北管件模具、注塑机、周边设备、工装夹具、喷剂、各种辅料及包装材料等,这些给注塑车间的管理带来了很大的工作量和一定的难度。那么,注塑加工应该具备哪些条件呢?1、老牌湖北管件模具小编在注塑加工的时候需要注意控制浇注道里面的速度,如果太快了的时候就会有毛边出现,而且还会导致填充过饱以及烧焦等情况。如果太慢了的时候就会有缩水现象,以及容易断裂等情况。所以浇注的时候一定要注意对它的加工速度的控制,让生产出来的产品品质达到所需要求。


