





江苏优质湖北塑料管件模具哪家好
注塑加工是一门知识面广,技术性和实践性很强的行业。注塑生产过程中需使用塑胶原料、色粉、水口料、、注塑机、周边设备、工装夹具、喷剂、各种辅料及包装材料等,这些给注塑车间的管理带来了很大的工作量和一定的难度。那么,注塑加工应该具备哪些条件呢?1、小编在注塑加工的时候需要注意控制浇注道里面的速度,如果太快了的时候就会有毛边出现,而且还会导致填充过饱以及烧焦等情况。如果太慢了的时候就会有缩水现象,以及容易断裂等情况。所以浇注的时候一定要注意对它的加工速度的控制,让生产出来的产品品质达到所需要求。
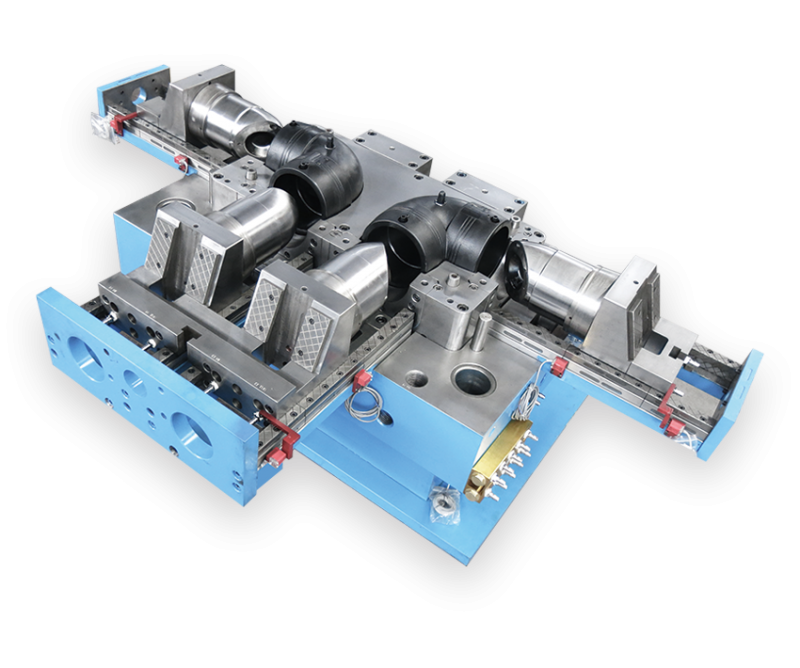
流道湖北塑料管件模具:此类模具结构与细水口大体相同,其最大区别是流道处于一个或多个有恒温的热流道板及热唧嘴里,无冷料脱模,流道及浇口直接在产品上,所以流道不需要脱模,此系统又称为无水口系统,可节省原材料,适用于原材料较贵、制品要求较高的情况,设计及加工困难,优质湖北塑料管件模具成本高。 热流道系统,又称热浇道系统,主要由热浇口套,热浇道板,温控电箱构成。我们常见的热流道系统有单点热浇口和多点热浇口二种形式。单点热浇口是用单一热浇口套直接把熔融塑料射入型腔,它适用单一腔单一浇口的塑料模具;多点热浇口是通过热浇道板把熔融料分枝到各分热浇口套中再进入到型腔,它适用于单腔多点入料或多腔模具。

挤塑成型是使处于粘流状态的塑料,在高温和一定的压力下,通过具有特定断面形状的口模,然后在较低的温度下,定型成为所需截面形状的连续型材的一种成型方法。挤塑成型的生产过程,是准备成型物料、挤出造型、冷却定型、牵引与切断、挤出品后处理(调质或热处理)。在挤塑成型过程中,注意调整好挤出机料筒各加热段和机头口模的温度、螺杆转数、牵引速度等工艺参数以便得到合格的挤塑型材。特别要注意调整好聚合物熔体由机头口模中挤出的速率。因为当熔融料挤出的速率较低时,挤出物具有光滑的表面、均匀的断面形状;但是当熔融物料挤出速率达到某一限度时,挤出物表面就会变得粗糙、失去光泽,出现鲨鱼皮、桔皮纹、形状扭曲等现象。当挤出速率进一步增大时,挤出物表面出现畸变,甚至支离和断裂成熔体碎片或圆柱。提醒大家挤出速率的控制至关重要。

模具配件检修五大技巧!给大家介绍下三种:滑行止扣。垃圾桶生产厂家对于全年不休运行的机器,这项工作应当每周进行一次。而年末是个很不错的时机,来给这些零件进行一次例行的润滑保养。交互校验加热器的电阻值。你应该在刚开始使用加热器的时候,就已经测量过它的电阻值,而年底正是对其再次测量并进行对比的时候。如果电阻值有±10%的浮动,就该考虑替换加热器,以保证它不会在生产过程的关键时刻出现故障。如果从来没有测量过最初的电阻值,就测量一次,并将所得的数值用作今后检查该加热器时的参考数据。查看导柱和导套间是否有磨损的迹象。找寻是否有刮损或擦损等痕迹,这种配件磨损是由于缺乏润滑造成的。

的成型分类压注成型亦称铸压成型。是将塑料原料加入预热的加料室内,然后把压柱放入加料室中锁紧模具,通过压柱向塑料施加压力,塑料在高温、高压下熔化为流动状态,并通过浇注系统进入型腔逐渐固化成塑件。据了解此种成型方法,也称传递模塑成型。压注成型适用于各低于固性塑料,原则上能进行压缩成型的塑料,也可用压注法成型。但要求成型物料在低于固化温度时,熔融状态具有良好的流动性,在高于固化温度时,有较大的固化速率。


