





西藏专业模具厂家
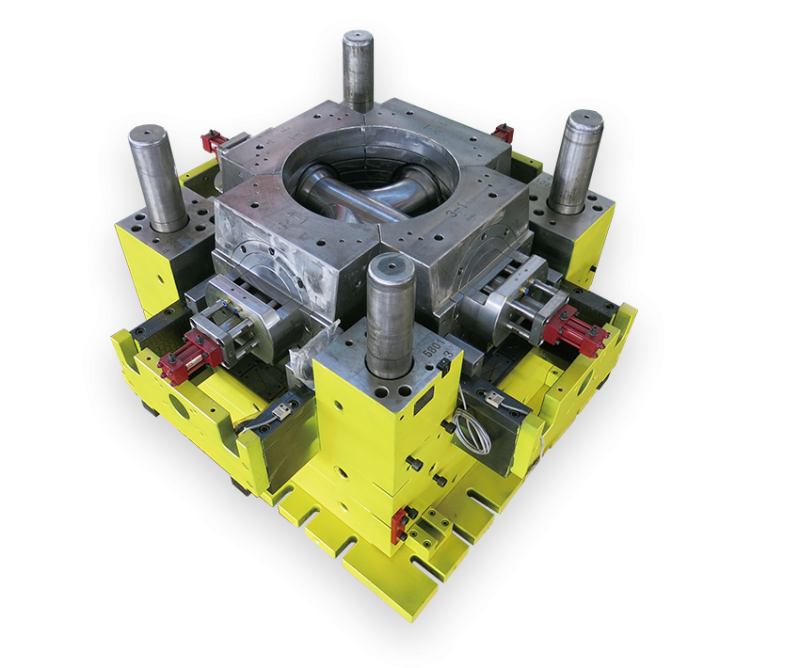
按所成型的材料的不同可分为:五金模具、塑胶模具、以及其特殊模具。五金模具分为:包括冲压模 ( 如冲裁模具、弯曲模具、拉深模具、翻孔模具、缩孔模具、起伏模具、胀形模具、整形模具等)、锻模(如模锻模、镦锻模等)、挤压模具、挤出模具、压铸模具、锻造模具等;非金属分为:塑料模具、无机非金属模具、砂型模具、真空模具和石蜡模具等。其中,随着高分子塑料的快速发展,塑料模具与人们的生活密切相关。塑料模具一般可分为:注射成型模具,挤塑成型模具,气辅成型模具等。

供料一般大多采用粒料,但也可以采用带状料或者粉料。装料设备通常都使用锥形加料斗,其容积要求至少能提供一个小时的用量。料斗底部有截断装置,以便调整和切断料流,在料斗的侧面装有视孔和标定计量的装置。有些料斗还可能带有防止原料从空气中吸收水分的减压装置或者加热装置,或者有些料筒还自带搅拌器,能为其自动上料或加料。小编为大家进行详细分享:1、料斗,料斗一般做成对称形式。在料斗的侧面开有视窗,以观察料位及上料情况,料斗的底部有开合门,以停止和调节加料量。料斗上方加盖子,防止灰尘、湿气及杂质落入。在选择料斗材料时,应用轻便、耐腐蚀和易加工材料,一般多用铝板和不锈钢板。料斗的容积要视挤出机的规格大小和上料方式而定。一般为挤出机1~1.5h的挤出量。

的成型分类——注射成型是先把塑料加入到注射机的加热料筒内,塑料受热熔融,在注射机螺杆或柱塞的推动下,经喷嘴和模具浇注系统进入模具型腔,由于物理及化学作用而硬化定型成为注塑制品。塑料管件模具小编分享注射成型由具有注射、保压(冷却)和塑件脱模过程所构成循环周期,因而注射成型具有周期性的特点。热塑性塑料注射成型的成型周期短、生产效率高,熔料对的磨损小,能大批量地成型形状复杂、表面图案与标记清晰、尺寸精度高的塑件;但是对于壁厚变化大的塑件,难以避免成型缺陷。塑件各向异性也是质量问题之一,应采用一切可能措施,尽量减小。
模具如果生锈了,对生产厂家来说真是“伤不起”。来谈谈如何有效防止模具生锈,主要是模具避免放在潮湿环境、降温后才使用防锈、使用长期防锈剂几个方面展开。防锈注意事项一:避免把模具放在潮湿环。古人说的好,水滴石穿。模具也是一样如果长期放在一个潮湿的地方,用再好的防锈剂也没有用,最终还是会导致模具生锈。所以,当我们把从注塑机上面卸下来后,一定要注意存放的环境。选择一个干燥、通风的模具架上面,如此长年存放也不用担心模具会生锈。防锈注意事项二:降温后才可以使用防锈。在模具没有降温前就喷了锈剂的,过不了几天,模具就生锈了。

的注意事项:1、工艺编制简明、表达详细,加工内容尽量数值化表达;2、加工重点难点处,工艺要特别强调;3、需要组合加工处,工艺表达清楚;4、镶块需单独加工时,注意加工精度的工艺要求注明;5、组合加工后,需单独加工的镶块零件,组合加工时工艺安装单独加工的基准要求;6、模具加工中弹簧是最容易损坏的,所以要选择疲劳寿命长的模具弹簧。
弯曲凹模之设计,弯曲加工用凹模之设计,为防止回弹及过度弯曲等现象之发生,U形弯曲加工用凹模之部形状为双R与直线部 (斜度为30度) 之组合,近似R形状。R部形状经成形研磨或NC放电加工后应施以抛光处理。引伸凹模之设计,专业模具引伸凹模角隅部形状及逃角形状是非常重要的设计事项,有关角隅部及逃角之形状及特征如下:引伸凹模R角值大时较易引伸加工,但亦产生引伸产品表面产生皱摺现象,引伸制品侧壁厚度大于板厚。引伸厚板件及顶出困难之场合,凹模R值要取小,约为板厚之1-2倍,一般上圆筒及方筒引伸凹模之大多引伸部作成直段状,为防止烧着发生、润滑油油膜之破坏及减少顶出力等目的,直段部下方宜有逃部 (阶段形或推拔形) 设计。特别是引缩加工之场合,因此模具厂家认为此直段部有必要尽量少。


